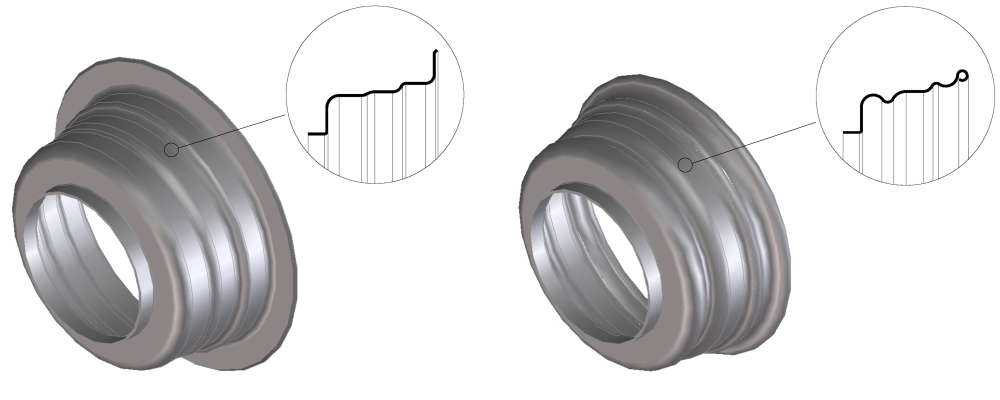
Vorbereitung und Zusammenbau des Schalldämpferbauteils durch Abfasen, bestehend aus Buchse und Flansch.
VORBEREITUNG DER BUCHSE
| Werkstück: | geformtes tiefgezogenes Stück mit abgetrenntem Flansch |
| Material: | Normalstahl |
| Bearbeitung: | Sicken – Einrollen des Randes |
| Arbeitszyklus: | halbautomatisch |
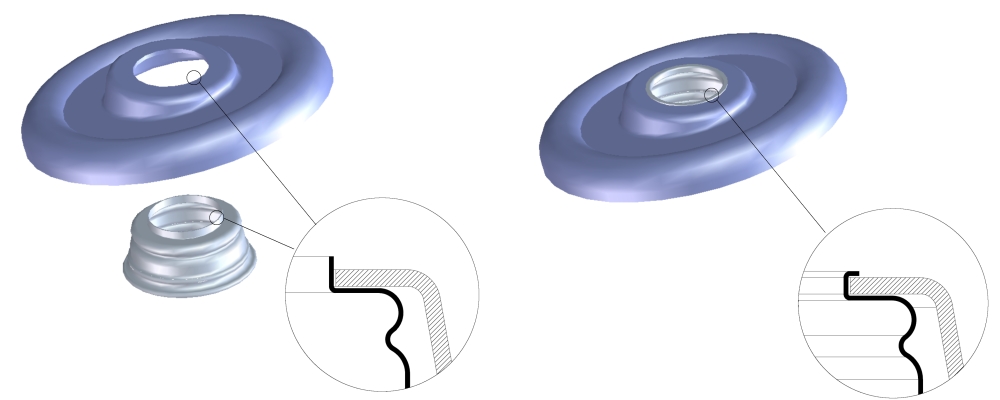
ZUSAMMENBAU
| Werkstück: | tiefgezogene, geformte Buchse – tiefgezogener, geformter Flansch |
| Material: | Normalstahl |
| Bearbeitung: | Abfasen |
| Arbeitszyklus: | halbautomatisch |
Zusammenbau durch Abfasen von Schutzkappen für Auto-Verbindungsstücke, bestehend aus Metallbuchse und Gummikappe.
| Werkstück: | geformte Buchse - geformte Kappe aus Gummi |
| Material: | Normalstahl - Gummi |
| Bearbeitung: | Abfasen der beiden Komponenten |
| Arbeitszyklus: | halbautomatisch |
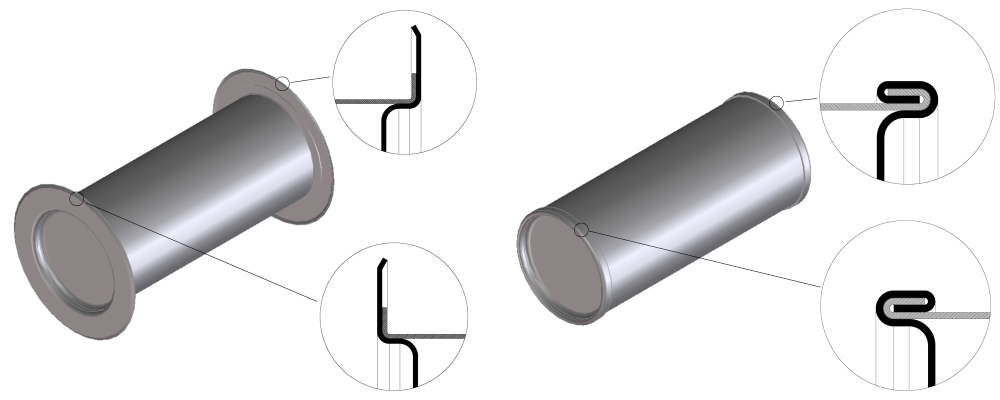
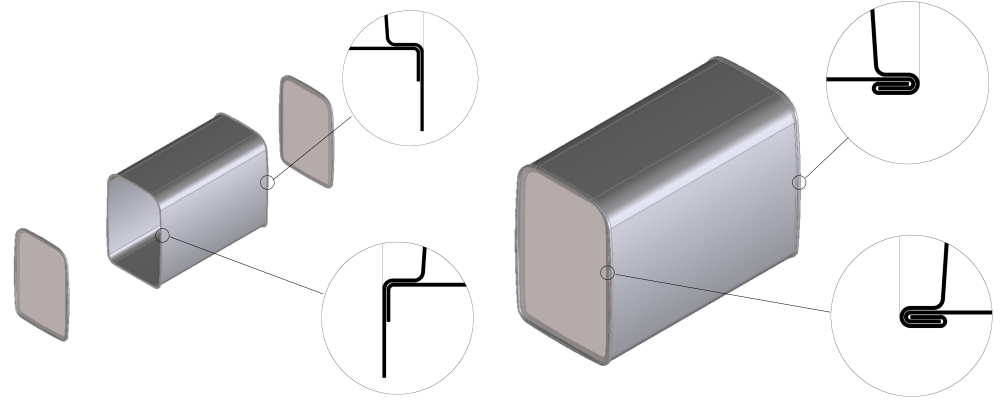
Zusammenbau von Autoschalldämpfern durch 3- oder 5-lagiges Zusammenfalzen, bestehend aus einem Körper, zwei Böden und internen Komponenten.
MODELL MIT 5-LAGIGEM FALZEN
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten, um die zwei Enden nacheinander zu arbeiten |
MODELL MIT 5-LAGIGEM FALZEN
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | 3-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten, um die zwei Enden nacheinander zu arbeiten |
Lösung in nur EINEM ARBEITSSCHRITT
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und/oder geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen und/oder 3- oder 5-lagiges gleichzeitiges Falzen an beiden Rändern |
| Arbeitszyklus: | halbautomatisch in einem einzigen Arbeitsschritt, nach vorherigem Gebrauch einer zweiköpfigen Ausschneidmaschine |
Zusammenbau von Autoschalldämpfern durch 5-lagiges Falzen, bestehend aus einem Körper, zwei Böden und internen Komponenten.
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten für die in-Folge-Bearbeitung der beiden Enden |
Lösung in nur EINEM ARBEITSSCHRITT
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen - 5-lagiges gleichzeitiges Falzen an beiden Rändern |
| Arbeitszyklus: | halbautomatisch in einem einzigen Arbeitsschritt, nach vorherigem Gebrauch einer zweiköpfigen Ausschneidmaschine |
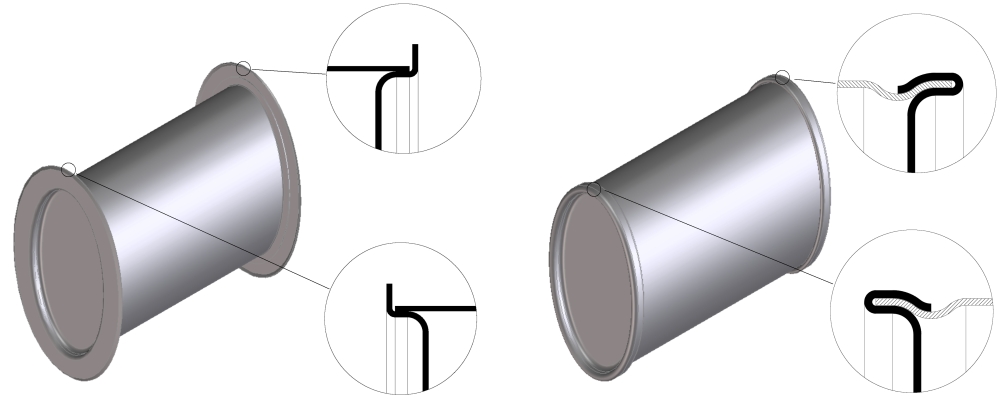
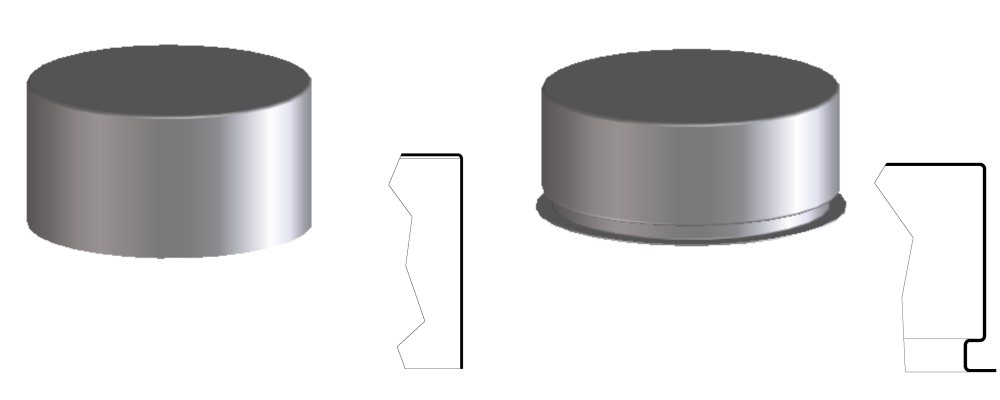
Zusammenbau von Ölfiltern für Autos durch Abfasen; bestehend aus einem tiefgezogenem Stück, einem Alluminiumboden und internen Komponenten.
| Werkstück: | tiefgezogenes Stück mit verkürztem Flansch; Aluminiumboden; internen Komponenten |
| Material: | Normalstahl - Aluminium |
| Bearbeitung: | Abfasen des tiefgezogenen Randes auf den Aluminiumboden |
| Arbeitszyklus: | halbautomatisch; alternativ: automatisch, integriert in eine komplette Fertigungslinie |
Zusammenbau von Ölfiltern für Autos durch 5-lagiges Falzen; bestehend aus einem tiefgezogenem Stück, einem Alluminiumboden und internen Komponenten.
| Werkstück: | tiefgezogenes Stück mit verkürztem Flansch; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; alternativ: automatisch, integriert in eine komplette Fertigungslinie |

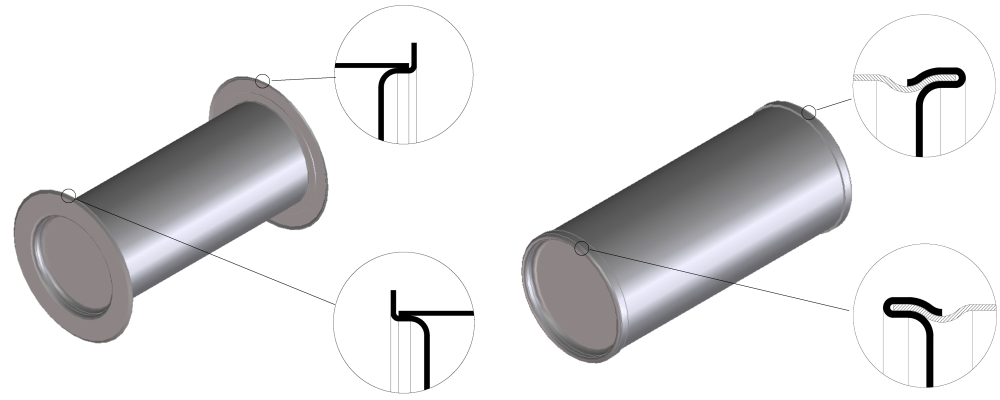
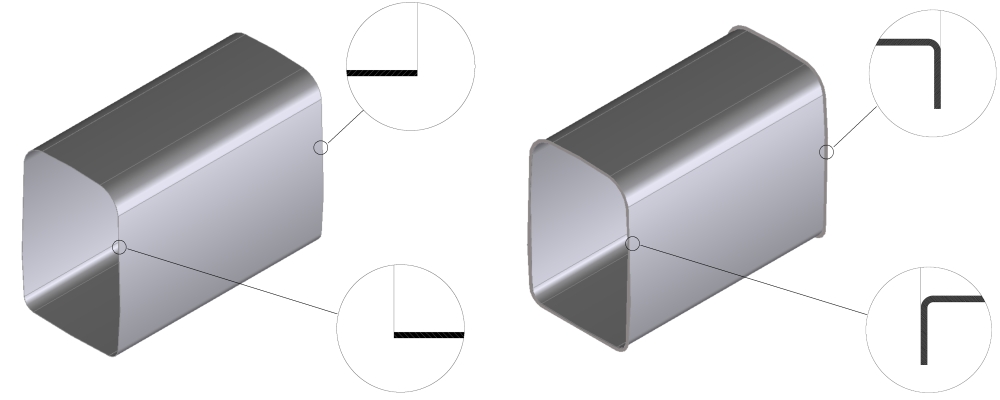
Zusammenbau und Vorbereitung von rechteckigen Kraftstoffbehältern durch in 5-lagiges Falzen; bestehend aus einem Körper, zwei Böden und internen Komponenten.
VORBERITUNG DES KÖRPERS
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt |
| Material: | Normalstahl |
| Bearbeitung: | nach außen Flanschen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten für die in-Folge-Bearbeitung der beiden Enden |
ZUSAMMENBAU
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten für die in-Folge-Bearbeitung der beiden Enden |
Lösung in nur EINEM ARBEITSSCHRITT
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges, gleichzeitiges Falzen an beiden Rändern |
| Arbeitszyklus: | halbautomatisch in einem einzigen Arbeitsschritt, nach vorherigem Gebrauch einer zweiköpfigen Ausschneidmaschine |
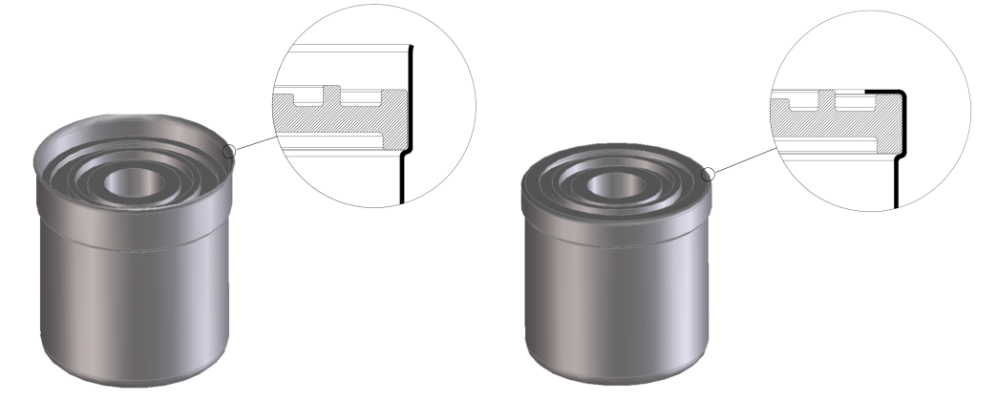
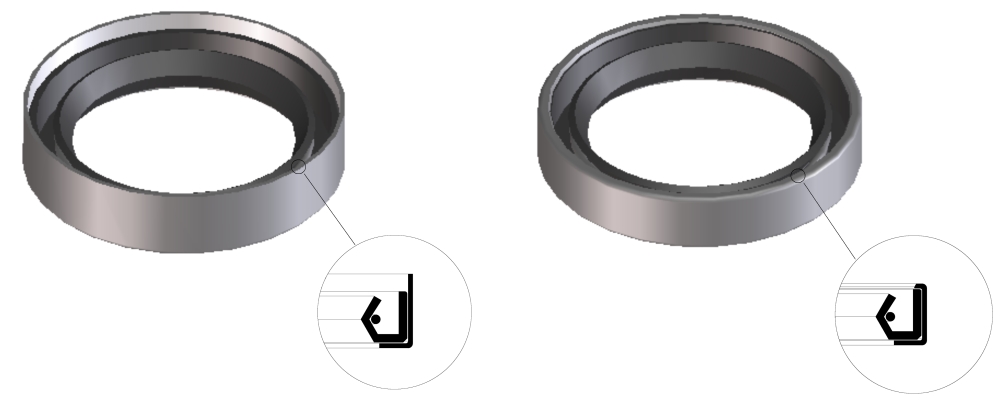
Zusammenbau und Feinbearbeitung von Halterungsringen für rotierende Schäfte; bestehend aus einem Metallring und einer Dichtung.
| Werkstück: | tiefgezogener, geformter Ring - Dichtung |
| Material: | Normalstahl - Gummi |
| Bearbeitung: | Abschrägen des Randes - Fasen der beiden Kompenenten – Drehen des äußeren Ringes |
| Arbeitszyklus: | halbautomatisch |
Produktion von Manometerhüllen.
| Werkstück: | tiefgezogenes Stück mit verkürztem Flansch |
| Material: | Edelstahl |
| Bearbeitung: | Beschneiden - Sicken - nach außen Flanschen des Randes |
| Arbeitszyklus: | halbautomatisch |
РЕШЕНИЯ

Oil&Gas
Газовые баллоны, цилиндрические и тороидальные резервуары. Наши решения позволяют изготавливать баллоны разных размеров в рамках одной и той же системы, оптимизируя время настройки и управление системой, что, в свою очередь, дает преимущества в производительности и продолжительности цикла.
Вентиляция
Измеримые преимущества в технологии пресс-форм и в используемой автоматизации, которые позволяют сократить количество этапов процесса и уменьшить количество брака с последующим снижением затрат, а также сокращением площадей задействованных промышленных цехов. Наша автоматическая линия под ключ может производить вентиляционные каналы, такие как фитинги, отводы, переходы и Т-образные ответвительные муфты.


Товары для дома
Мы предлагаем производственные решения для разработки кастрюль, крышек, сковородок и противней, которые позволяют оптимизировать процесс вытяжки, регулируя скорость, силы, прижим заготовок и экстракторы. Операции, которые имеют особое значение, когда используются такие материалы, как нержавеющая или многослойная сталь, и когда вы хотите получить высокое качество детали, изготовленной без дефектов.
Электробытовые приборы
Мы проектируем и разрабатываем линии под ключ для моек, вытяжек из нержавеющей стали, деталей для духовок и варочных панелей, с возможностью предоставления автоматических систем для смены стола и блокировки формы, интерфейса линии и готовности к дистанционному обслуживанию.


Нагрев&охлаждение
Мы присутствуем во всем мире с производственными линиями под ключ для производства расширительных баков, водонагревателей, тепловых насосов и дверей для холодильников. Мы предлагаем производственные решения с высокой степенью гибкости и с возможностью подключения к заводской системе.
Дорожные знаки
Мы присутствуем на рынке с инновационным производством многоугольных дорожных знаков. Начиная с предварительно нарезанного листового металла, благодаря нашим кромкооблицовочным станкам CNC, мировому лидеру, мы предлагаем возможность изготовления дорожных знаков любой формы из стали и алюминия.