Via Ponte dei Granatieri, 8
36010 Chiuppano (Vicenza), Italy
R.E.A di VI: 210567
R.I di VI: 08808900156
Cap. Soc: € 5.200.000,00 i.v

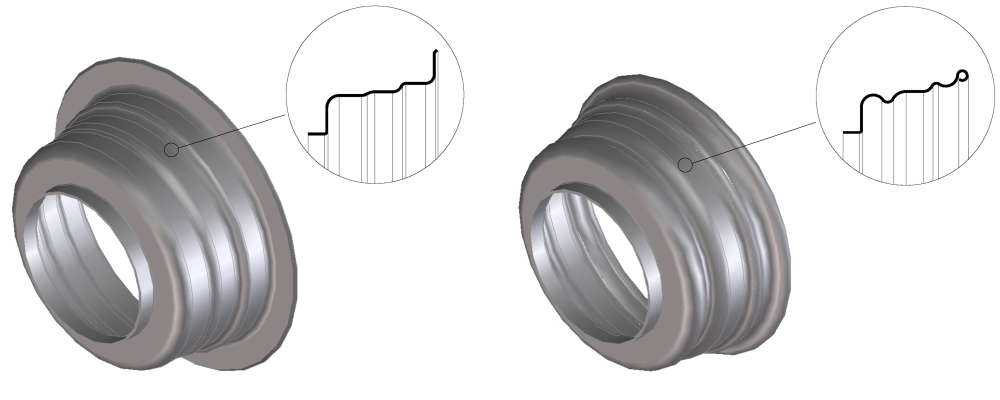
Vorbereitung und Zusammenbau des Schalldämpferbauteils durch Abfasen, bestehend aus Buchse und Flansch.
VORBEREITUNG DER BUCHSE
| Werkstück: | geformtes tiefgezogenes Stück mit abgetrenntem Flansch |
| Material: | Normalstahl |
| Bearbeitung: | Sicken – Einrollen des Randes |
| Arbeitszyklus: | halbautomatisch |
ZUSAMMENBAU
| Werkstück: | tiefgezogene, geformte Buchse – tiefgezogener, geformter Flansch |
| Material: | Normalstahl |
| Bearbeitung: | Abfasen |
| Arbeitszyklus: | halbautomatisch |
Zusammenbau durch Abfasen von Schutzkappen für Auto-Verbindungsstücke, bestehend aus Metallbuchse und Gummikappe.
| Werkstück: | geformte Buchse - geformte Kappe aus Gummi |
| Material: | Normalstahl - Gummi |
| Bearbeitung: | Abfasen der beiden Komponenten |
| Arbeitszyklus: | halbautomatisch |
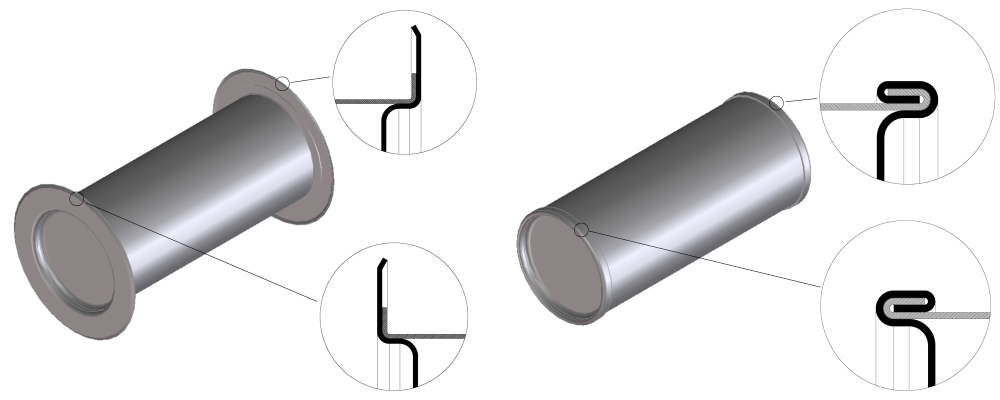
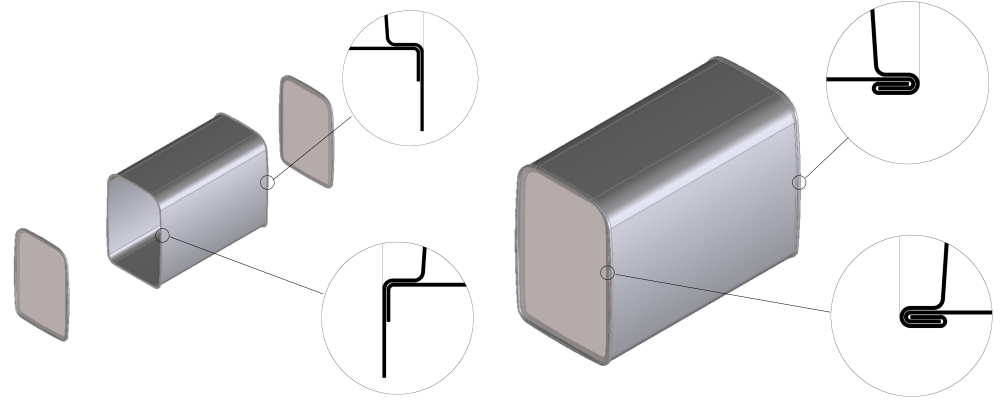
Zusammenbau von Autoschalldämpfern durch 3- oder 5-lagiges Zusammenfalzen, bestehend aus einem Körper, zwei Böden und internen Komponenten.
MODELL MIT 5-LAGIGEM FALZEN
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten, um die zwei Enden nacheinander zu arbeiten |
MODELL MIT 5-LAGIGEM FALZEN
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | 3-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten, um die zwei Enden nacheinander zu arbeiten |
Lösung in nur EINEM ARBEITSSCHRITT
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und/oder geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen und/oder 3- oder 5-lagiges gleichzeitiges Falzen an beiden Rändern |
| Arbeitszyklus: | halbautomatisch in einem einzigen Arbeitsschritt, nach vorherigem Gebrauch einer zweiköpfigen Ausschneidmaschine |
Zusammenbau von Autoschalldämpfern durch 5-lagiges Falzen, bestehend aus einem Körper, zwei Böden und internen Komponenten.
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten für die in-Folge-Bearbeitung der beiden Enden |
Lösung in nur EINEM ARBEITSSCHRITT
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen - 5-lagiges gleichzeitiges Falzen an beiden Rändern |
| Arbeitszyklus: | halbautomatisch in einem einzigen Arbeitsschritt, nach vorherigem Gebrauch einer zweiköpfigen Ausschneidmaschine |
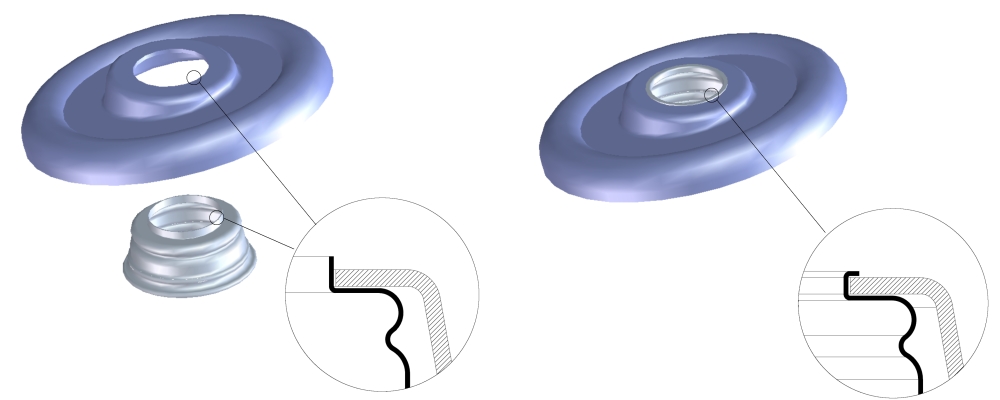
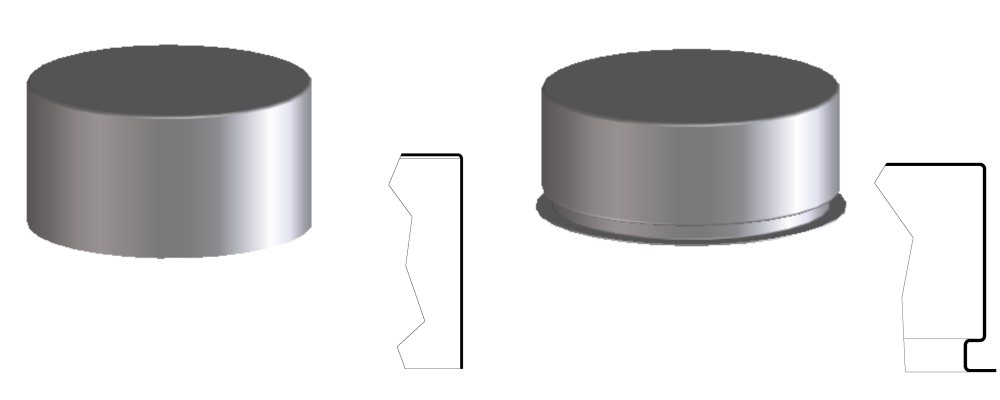
Zusammenbau von Ölfiltern für Autos durch Abfasen; bestehend aus einem tiefgezogenem Stück, einem Alluminiumboden und internen Komponenten.
| Werkstück: | tiefgezogenes Stück mit verkürztem Flansch; Aluminiumboden; internen Komponenten |
| Material: | Normalstahl - Aluminium |
| Bearbeitung: | Abfasen des tiefgezogenen Randes auf den Aluminiumboden |
| Arbeitszyklus: | halbautomatisch; alternativ: automatisch, integriert in eine komplette Fertigungslinie |
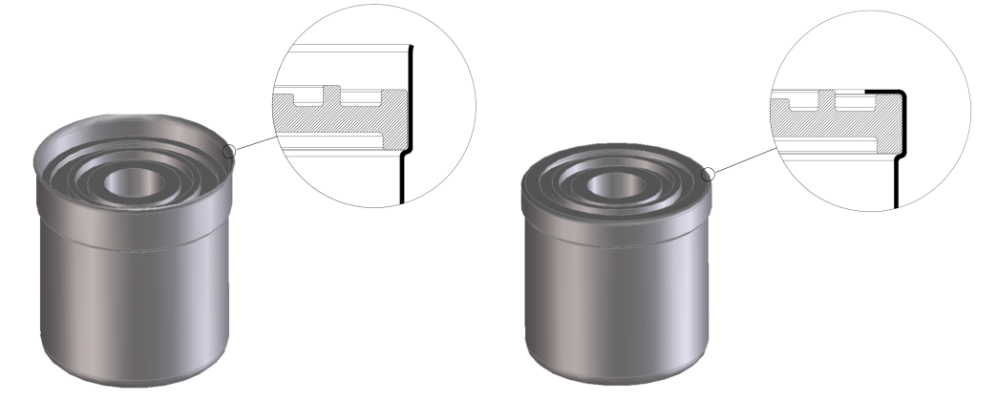
Zusammenbau von Ölfiltern für Autos durch 5-lagiges Falzen; bestehend aus einem tiefgezogenem Stück, einem Alluminiumboden und internen Komponenten.
| Werkstück: | tiefgezogenes Stück mit verkürztem Flansch; tiefgezogenes Bodenstück mit abgetrenntem Flansch, voreingerollt; interne Komponenten |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; alternativ: automatisch, integriert in eine komplette Fertigungslinie |

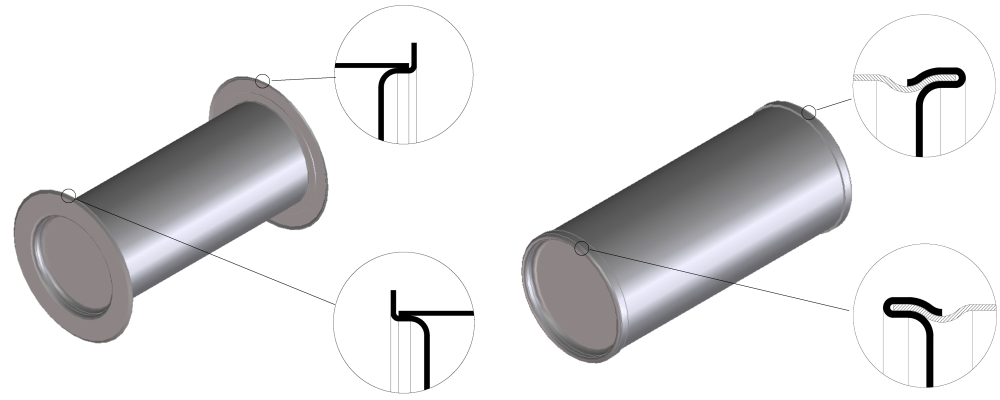
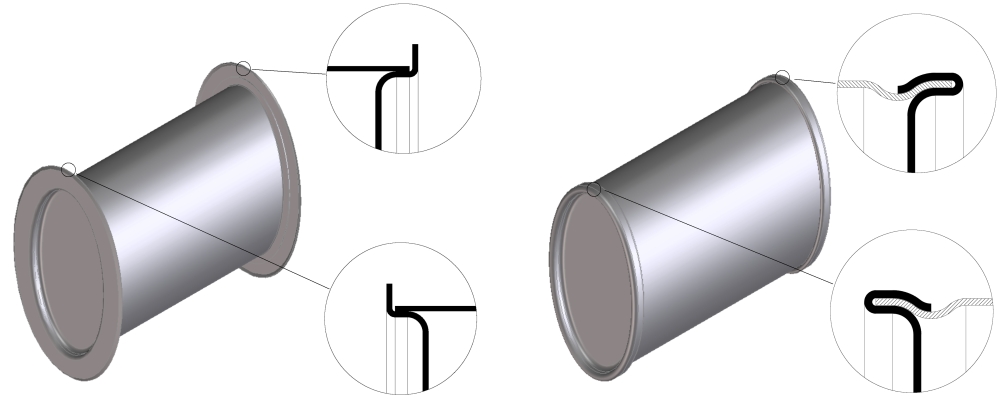
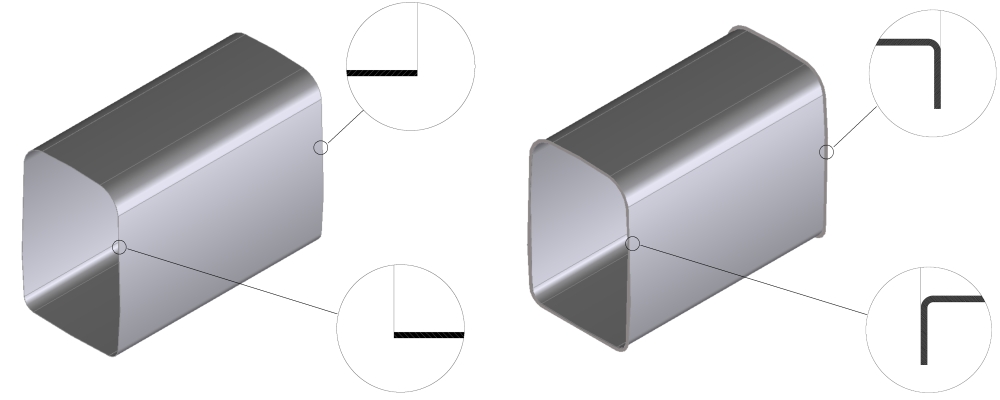
Zusammenbau und Vorbereitung von rechteckigen Kraftstoffbehältern durch in 5-lagiges Falzen; bestehend aus einem Körper, zwei Böden und internen Komponenten.
VORBERITUNG DES KÖRPERS
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt |
| Material: | Normalstahl |
| Bearbeitung: | nach außen Flanschen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten für die in-Folge-Bearbeitung der beiden Enden |
ZUSAMMENBAU
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges Falzen |
| Arbeitszyklus: | halbautomatisch; in zwei Arbeitsschritten für die in-Folge-Bearbeitung der beiden Enden |
Lösung in nur EINEM ARBEITSSCHRITT
| Werkstück: | geformter Körper mit überlagerten Ecken, rollgeschweißt und geflanschten Enden |
| Material: | Normalstahl |
| Bearbeitung: | Vorfalzen – 5-lagiges, gleichzeitiges Falzen an beiden Rändern |
| Arbeitszyklus: | halbautomatisch in einem einzigen Arbeitsschritt, nach vorherigem Gebrauch einer zweiköpfigen Ausschneidmaschine |
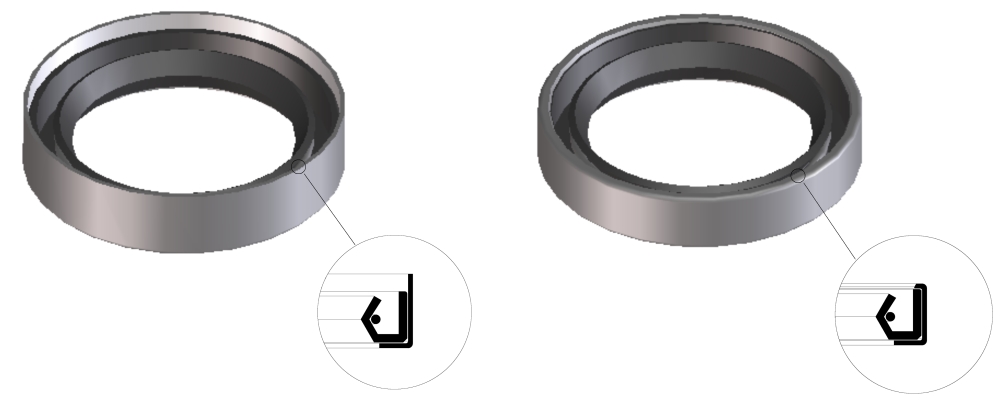
Zusammenbau und Feinbearbeitung von Halterungsringen für rotierende Schäfte; bestehend aus einem Metallring und einer Dichtung.
| Werkstück: | tiefgezogener, geformter Ring - Dichtung |
| Material: | Normalstahl - Gummi |
| Bearbeitung: | Abschrägen des Randes - Fasen der beiden Kompenenten – Drehen des äußeren Ringes |
| Arbeitszyklus: | halbautomatisch |
Produktion von Manometerhüllen.
| Werkstück: | tiefgezogenes Stück mit verkürztem Flansch |
| Material: | Edelstahl |
| Bearbeitung: | Beschneiden - Sicken - nach außen Flanschen des Randes |
| Arbeitszyklus: | halbautomatisch |

Bouteilles à gaz, réservoirs cylindriques et toroïdaux. Nos solutions vous permettent de produire des bouteilles de différentes tailles dans le même système, en optimisant les temps de configuration et la gestion du système, avec des avantages conséquents sur les performances et le temps de cycle.
Des bénéfices mesurables dans la technologie de l’outil et dans les automatisations utilisées qui permettent une réduction du nombre de passages impliquées dans le processus et une réduction des déchets, avec une réduction conséquente des coûts ainsi qu'une réduction des espaces de l'entrepôt industriel impliqué. Notre ligne automatique clé en main est en mesure de produire des conduits de ventilation tels que des raccords, des coudes, des réductions et des jonctions en T.


Nous proposons des solutions de production pour le développement de pots, couvercles, casseroles et plateaux qui permettent l'optimisation des opérations d'étirage, en régulant les vitesses, les forces et les courses du porte-flan et des extracteurs. Opérations particulièrement importantes lorsqu'il s'agit de matériaux tels que l'acier inoxydable ou les aciers multicouches, et lorsque l'on souhaite obtenir une qualité de la pièce réalisée sans défaut.
Nous concevons et développons des lignes clés en main pour éviers en acier inoxydable, hottes, pièces pour fours et plaques de cuisson, avec la possibilité de fournir des systèmes de changement automatique de table et de verrouillage de l’outil, une interface de ligne et une préparation de téléservice.


Nous sommes présents dans le monde entier avec des lignes de production clé en main pour la production de vases d'expansion, de chauffe-eau, de pompes à chaleur et de portes pour réfrigérateurs. Nous proposons des solutions de production avec un haut degré de flexibilité et avec la possibilité d'interconnexion au système d'usine.
Nous sommes présents sur le marché avec une production innovante de panneaux routiers polygonaux. À partir de la tôle prédécoupée, grâce à nos détoureuses-façonneuses CNC, un produit leader mondial, nous offrons la possibilité de réaliser des panneaux de signalisation en acier et en aluminium de toutes formes.